Share
Pin
Tweet
Send
Share
Send
Due to its design features, namely the conical shape of the base, the support (tip) is reliably fixed in its seat.

During long-term operation of the car, the shrinkage of the support increases many times. The working surfaces of the supports and the landing jack are very attached to each other. In addition, moisture may form between the base and the seat, which subsequently causes corrosion. As a result of this, contact is condensed even more.
Therefore, to remove the elements of the chassis, special devices are used - pullers, which help to remove the finger.
Puller manufacturing process
1. First, we need a washer with a thickness of 5 mm or more (sheet metal of the corresponding thickness).

2. We clamp the washer in the test and produce a cut, the width of which should be up to 2 cm.

3. Next, you will need a turnkey nut at 19.

4. We weld the nut to the sheet metal, having previously drilled a hole in the iron for the passage of the bolt (in this case, a ready-made hexagon with a nut that has been cut to the required dimensions is used).

5. Next, you need to take a piece of pipe. The diameter of the pipe should be 50 mm and the length 55-60 mm. In the pipe we produce a cut of 42 mm wide and 45 mm deep.

6. We expose the prepared pipe to the washer with a cut through the washers with a thickness of at least 1 mm. This is done in order to provide a gap between the pipe and the washer, for good welding and filling the seam with metal. We install a pipe and a washer with a cut in accordance with the photo.

7. After the pipe with the washer was welded, remove the washers and weld the seam well.

8. Next, weld the nut to the pipe.

9. After all the parts are welded, it is necessary to cut off the sharp parts of the washer.

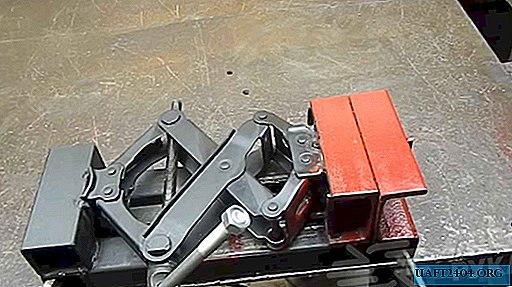
10. The finished puller has the form:

View of the puller from different sides:




Share
Pin
Tweet
Send
Share
Send